Haitian Group is the undisputed leader in China’s condiment industry, and its Nanning production base is renowned for a high degree of automation and smart manufacturing. To support the facility’s massive finished-product storage and high-speed turnover demands, Haitian built an advanced automated stereoscopic warehouse in Nanning, relying on aisle-stacking cranes for automatic storage and retrieval. The stacker crane rail system on which these cranes run is the foundation for efficient and safe operation of the entire automated storage installation; its smoothness and positioning accuracy directly determine the warehouse’s inbound and outbound efficiency. Glory Rail was the supplier of this warehouse rail system.


1. Project Overview
| Item | Details |
|---|---|
| End user | Haitian Group, Nanning production base |
| Application | Stacker crane rail system for automated stereoscopic warehouse |
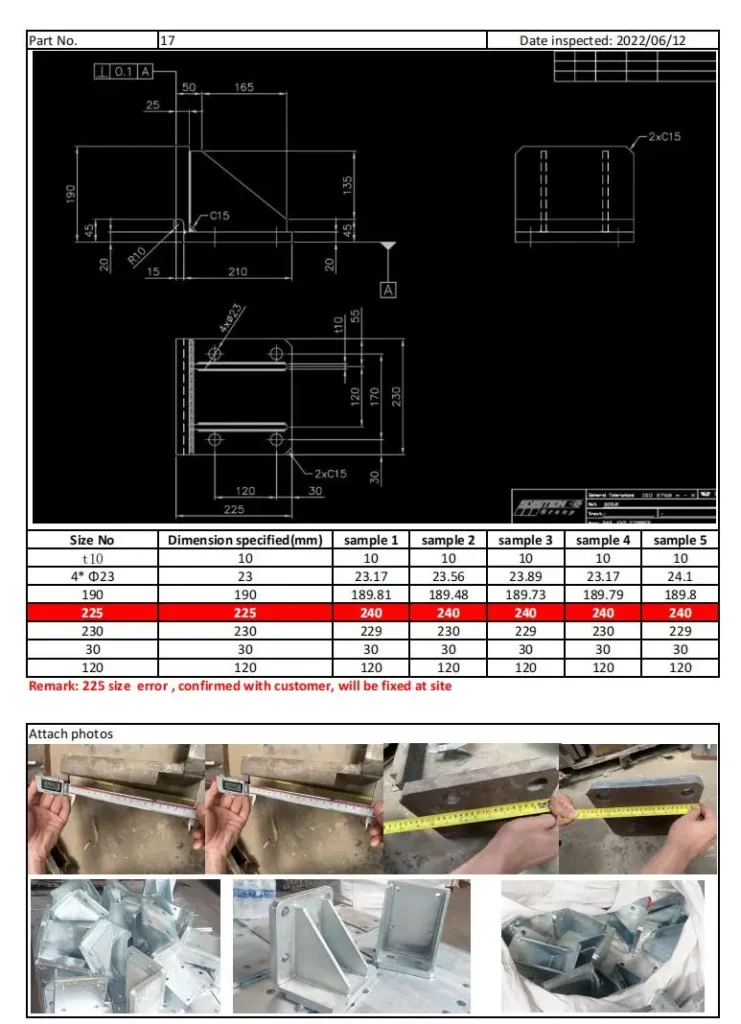
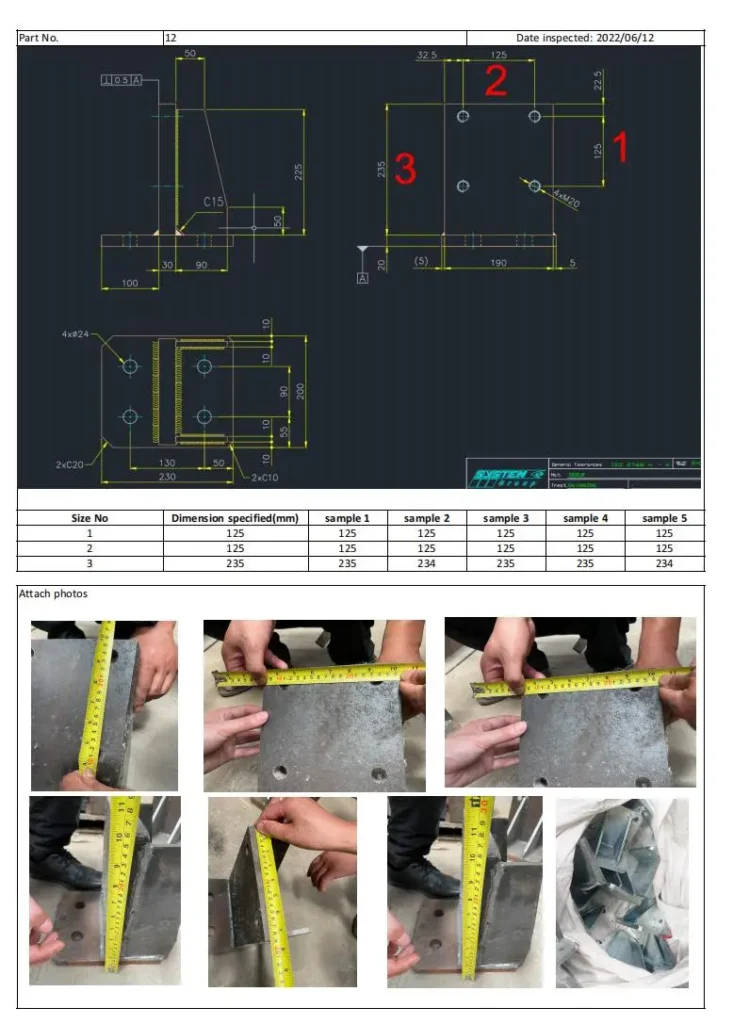
| Product | P50 rail + Type 3120 bolted rail clamp |
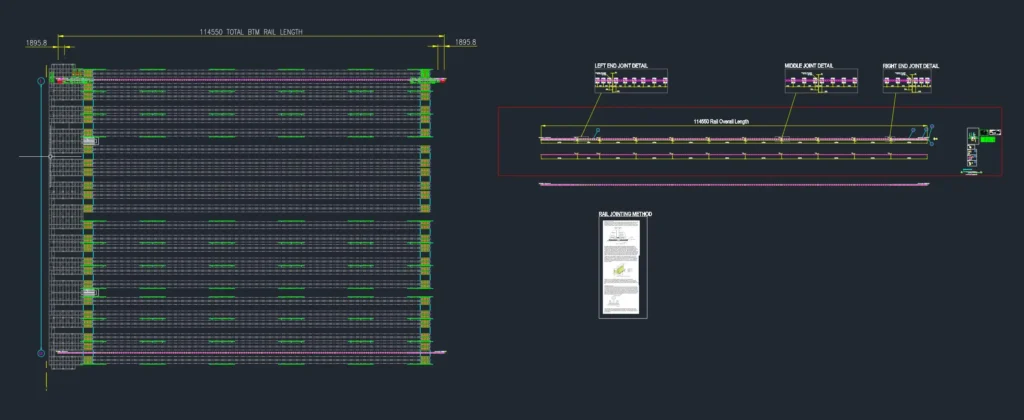
| Total rail length | 1,372 meters |
| Rail quantity | 67.5 tonnes of P50 rail |
| Clamp quantity | Approx. 5,016 sets of Type 3120 rail clamps |
| Foundation structure | Steel base plate + chemical anchor bolts + secondary grouting pier foundation |
| Corrosion protection | Electro-galvanized accessories |
| Project value | Over USD 167,000 |
2. Product Selection and Application Context
2.1 Why P50 Rail for the Stacker Crane Rail System?
An aisle-stacking crane in an automated warehouse typically exerts a wheel load of several tonnes to over ten tonnes – far lower than port machinery – but demands extremely high track smoothness and geometric accuracy. The P50 rail profile (approx. 51.5 kg/m) provides exactly the right balance in cross-section and stiffness: it handles the crane’s loads and frequent start-stop impacts without imposing unnecessary structural demand on the indoor concrete foundation. This choice reflects the user’s focus on matching the equipment characteristics precisely, rather than simply opting for a heavier rail.
2.2 What Problem Does the Type 3120 Bolted Clamp Solve?
Unlike welded clamp bases commonly used in ports, the Type 3120 clamp features a bolted, removable design. This delivers two direct benefits. First, adjustability: should micro-settlement of the foundation or equipment vibration cause local deviations in rail height or level, maintenance crews can correct them by adjusting the clamp nuts – no cutting or re-welding required. Second, controllable installation accuracy: the pre-assembly method ensures perfect alignment between clamp and base plate holes from the very start.
2.3 Determining the Corrosion Protection Strategy
The automated warehouse is an indoor environment, with no rain exposure or salt spray. Accordingly, the project did not adopt the heavy-duty coating systems used on port rails. Instead, all metal accessories were electro-galvanized. The uniform coating provides reliable long-term rust prevention indoors while avoiding the unnecessary cost of over-engineered corrosion protection.
3. Pre-assembled Clamp Installation Process
3.1 Installation Sequence
The complete pre-assembly process can be reconstructed from the track layout drawings and on-site photos:
- Precisely mark out the lines on the concrete base and drill holes for the chemical anchor bolts.
- Steel base plates, pre-drilled with holes for chemical anchors and clamp mounting, are pre-assembled with Type 3120 clamps on the ground, leaving space for the rail to be placed later.
- Insert chemical anchor bolts and anchor the entire assembly – base plate with pre-installed clamps – to the foundation.
- Lay rubber cushion pads on the base plates, lift the P50 rails into position, and perform initial alignment.
- Once the rail is precisely aligned, rotate the pre-installed clamps into the clamping position so they grip the rail foot.
- Erect formwork around the base plates and pour high-strength, non-shrink grout to form solid pier foundations.
- After the grout reaches design strength, tighten the clamp nuts with a torque wrench for final locking.
3.2 Timing of the Grouting
Grouting is carried out after rail alignment, not after base plate installation. If grouting were done first, any deviation found later in the base plate position would be extremely difficult to correct. By grouting afterwards, the entire base plate–clamp–rail system retains a small adjustment margin until final alignment is achieved. The one-time grouting then fixes everything in place, structurally ensuring the final accuracy.
4. Accuracy Control and Acceptance
The crane’s running wheels are extremely sensitive to deviations in gauge, levelness, and straightness; even tiny errors are amplified at high speed. Glory Rail’s technical team worked with the construction crew to inspect the entire 1,372-meter track section by section, using track gauges and digital levels. Particular attention was paid to the short rail sections at both ends of each aisle and the joints between standard rails. All measurement data was documented, confirming that every parameter fell within the tolerances specified by the crane manufacturer. The system passed third-party inspection on the first attempt.
Haitian’s requirements for acceptance documentation were comparable to those of an EPC contractor; precision data for every rail segment had to be fully traceable. Glory Rail prepared complete measurement record templates and inspection procedures in advance, ensuring a smooth acceptance process.
5. Project Timeline
| Date | Milestone |
|---|---|
| March 2022 | RFQ received. Initial technical review confirmed P50 + 3120 solution and pier foundation design. |
| May 2022 | In-depth discussion with Haitian’s technical team, focusing on the pre-assembled clamp installation process and grouting sequence. Technical proposal confirmed and supply agreement signed. |
| Early June 2022 | Goods passed factory inspection and were shipped in batches to Nanning. |
| Mid June 2022 | Goods arrived on site. Construction cooperation began: marking, drilling, base plate pre-assembly and anchoring. |
| Late June 2022 | Rail lifting, fine alignment, and grouting completed. |
| End June 2022 | Full-line precision measurement passed on first inspection; stacking cranes began smooth trial operation. |
6. Closing Remarks
The significance of this project lies not in the supply volume, but in the depth of understanding of the application: profile selection, the pre-assembly process for adjustable clamps, the timing of grouting, and the tailored anti-corrosion approach all directly affect the long-term operational accuracy of an automated warehouse. The smooth delivery of the Haitian Nanning rail system is a direct validation of this technical logic.
For any requirement involving stacker crane rail systems or automated warehouse rail systems – particularly projects on indoor concrete foundations that demand adjustable fastening solutions and strict precision assurance – the selection logic, pre-assembly know-how, and accuracy control experience gained from the Haitian project now form a reusable technical asset for Glory Rail. If you are planning a similar project, please contact the Glory Rail team. Based on proven engineering practice, we will provide a reliable technical solution and supply support for your warehouse rail system.